
Neues Alu-Werkzeugprogramm mit breitem Anwendungsspektrum
Sie hat viele konstruktive Besonderheiten, gekreuzt mit der innovativen Hochleistungs-Dünnlagenbeschichtung ta-C: Mit hoher Zerspanleistung, langer Lebensdauer und hervorragender Oberflächenqualität macht die neue gleichnamige Werkzeugserie von Inovatools aus Kinding-Haunstetten die Bearbeitung von Aluminium und Alulegierungen noch produktiver und wirtschaftlicher als bisher.
Die zerspanende Bearbeitung von Aluminium ist eine besondere Disziplin, macht aber modernen Werkzeugen etwa mit Zirkonnitrid (ZrN)-Beschichtungen in der Regel keine Probleme. Schwieriger wird es jedoch, sobald etwa Gusslegierungen einen erhöhten Anteil von Silizium enthalten. Hier ist es notwendig, das Werkzeug insbesondere gegen die hohe Abrasivität des Si-Legierungszusatzes zu schützen, so dass die Standzeiten wirtschaftlich bleiben. Beim Zerspanen von sehr weichen Aluknetlegierungen ohne den Si-Hartmacher kommt es noch mehr auf die prozesssichere Spanabfuhr an, um Aufschweißungen und das „Anbacken“ des Werkstoffs am Werkzeug zu verhindern.
Nilüfer Cebic, Leiterin Produktmanagement und Marketing bei Inovatools: „Unsere VHM-Werkzeuge bestehen aus ausgewogenem Ultrafeinstkornhartmetall, das in seiner Mischung auf die speziellen Beanspruchungen optimiert ist, denen das Werkzeug in der Aluminumbearbeitung ausgesetzt wird. Bei der Herstellung haben wir alle relevanten Qualitätsfaktoren, angefangen bei der Konstruktion über Mikrogeometrie und Schartigkeit, Kantenpräparation, Schliff, Spänekontrolle bis zur Beschichtung, mit unserer neuen ta-C-Hochleistungsdünnlagenschicht selbst unter Kontrolle. So können wir die Werkzeuge hargenau auf die jeweiligen Anwendungen und Zerspanstrategien anpassen und so schlummernde Potenziale und noch mehr Performance für ein Plus an Produktivität und ein Minus an Kosten entfalten.“
ta-C macht den Unterschied:
Die amorphe, wasserstoffreiche Kohlenstoff-Hochleistungsdünnlagenschicht ta-C mit einer Mikrohärte von 6000 bis 7500 HV ist die verschleißfesteste Schichtvariante der diamantartigen Kohlenstoffschichten (DLC) und ermöglicht eine effizientere Bearbeitung von anspruchsvollen Werkstoffen wie Aluminium mit einem Siliziumgehalt bis maximal 10 Prozent, Kupfermaterialien, Graphit, glasfaserverstärkten Kunststoffen (GFK) und kohlenstofffaserverstärkten Kunststoffen (CFK).
ta-C hat gute Gleiteigenschaften, und die Schichthärte entspricht zirka 60 bis 80 Prozent der Härte einer Diamantbeschichtung.
ta-C ist extrem verschleißfest und reibungsarm bei geschmierten wie ungeschmierten Einsätzen. Die Beschichtung erfolgt bei unter 250°, so dass auch temperaturempfindliche Substrate beschichtet werden können ohne dass sich die Geometrie verändert. Sie lässt sich so dünn auftragen, dass keine Verrundungen von scharfen Schneidkanten erfolgt.
Nilüfer Cebic: „Scharfe Spanwinkel und somit Schneiden bleiben auch nach dem Beschichtungsprozess erhalten. Die glatte Kohlenstoffoberfläche und die hohe Beschichtungshärte sorgen dafür, dass der Span nicht an der Werkzeugschneidehaftet. Somit werden Kaltaufschweißungen minimiert. Deshalb ist die ta-C Schicht besonders gut für die Aluminiumzerspanung geeignet. Ein besonderer Vorteil ergibt sich bei der Bearbeitung von harten Alu-Gusslegierungen, Verbundwerkstoffen wie GFK und CFK: Durch die hohe Beständigkeit gegen Abrasivverschleiß und die niedrige Reibung zwischen Werkzeugschneide und Span werden sehr hohe Standzeiten erzielt.“
In einem Vergleichstest bei der Bearbeitung eines Aluminiumprofils aus AlMg0, 7Si (Ø 16mm, Z=3, Typ W, Drallwinkel= 20°, Spannut poliert, Standzeitkriterium = Gratbildung) schaffte ein ZrN-beschichterer Fräser (2000 HV) 2.000 Gutteile, ein Fräser aus dem ta-C-Inovatools Werkzeugprogramm (6000-7500 HV) 10.000 Gutteile.
Breitgefächertes Werkzeugprogramm für jede Anwendung
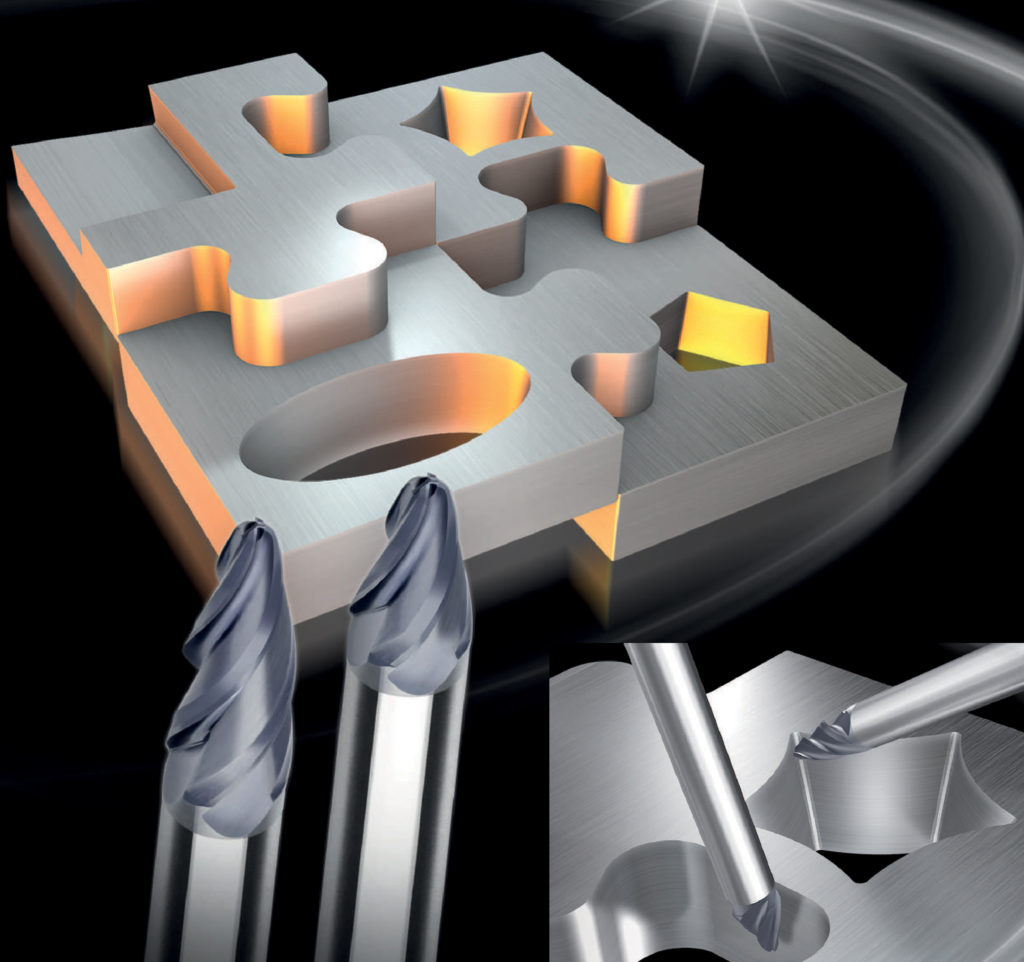
Die Fräser aus dem neuen Inovatools-Programm ta-C für die Aluminiumbearbeitung sind in Substrat, Geometrie und Beschichtung auf die jeweiligen Anwendungen und Frässtrategien optimal abgestimmt. Zum Portfolio zählen ein- und mehrschneidige Werkzeuge zum Schruppen und Schlichten, in kurzer und langer Version, mit Eckenradius, Vollradius, zum Standard-Einsatz, für HPC-, HSC – und trochoidale TSC-Anwendungen.
Dabei sorgen spezielle, auf die jeweilige Applikation hin angepasste Geometrien mit großen Spannuten dafür, dass die Aluspäne schnell und ohne Aufbauschneiden aus dem Eingriffsbereich abgeführt werden. Dank der besonders glatten und harten ta-C-Beschichtung sind die Werkzeuge nicht nur gegen die abrasiven Einflüsse des Siliziums sehr gut geschützt. Auch die Reibung wird minimiert und somit reduzieren sich die Temperaturen in der Kontaktzone. Das wirkt sich unterm Strich positiv auf die Standzeiten der Werkzeuge und die Oberflächengüte aus.
Kraftpaket „Primus“
Ein Beispiel aus der ta-C-Serie ist der HPC-Alu-Schruppfräser „Primus“: Der „Primus“ mit Innenkühlung und Multidrall ist konsequent auf extrem hohe Vorschübe bei ruhigem, vibrationsarmem Lauf unter geringer Leistungsaufnahme ausgelegt. Dazu hat das Werkzeug ein spezielles Kordelprofil mit optimierter Spankontrolle sowie die Hochleistungsbeschichtung ta-C. So werden die üblichen Zerspanprobleme bei Alu, wie etwa die starke Adhäsionsneigung mit Aufbauschneiden, Aufschweißungen, Anbacken der Späne sowie Gratbildung etc., ausgeschlossen.
Der VHM-HPC-Alu-Schruppfräser „Primus“ mit Innenkühlung und Multidrall ist konsequent auf extrem hohe Vorschübe bei ruhigem, vibrationsarmem Lauf und geringer Leistungsaufnahme ausgelegt.
Nicht nur ta-C macht das Werkzeug widerstandsfähig, sondern auch die Mikrogeometrie in Verbindung mit der Schneidkantenpräparation. Das verhindert unter anderem Mikroausbrüche und macht die Schneiden widerstandsfähiger. Dieses „defektfreie Schneidendesign“ erhöht deutlich die Standzeiten des „Primus“. Unterstützt wird dies durch die speziellen Spanteiler des Kordelprofils. Sie brechen schnell und frühzeitig die Alu-Späne, und dank großflächiger Spannuten können diese zügig mit KSS aus der Eingriffszone abgeführt werden. Das bringt nicht nur große Prozesssicherheit, sondern auch einen schwingungsarmen Lauf für hohe Oberflächengüte selbst beim HPC-Schruppen. So können „Primus“-Werkzeuge mit unglaublichen Vorschüben äußerst vibrationsarm beispielsweise beim Bearbeiten von Flugzeug-Alu gefahren werden.
Den dreischneidigen „Primus“ gibt es in den Durchmesserbereichen von 6,00 mm bis 20,00 mm, mit Innenkühlung, Multidrall und Schaftausführungen HA und HB.
Bei einem Kundentest zur Zerspanung von Aluminium 3.2315 (AlMgSi1/AlSiMgMn) ging laut Inovatools der „Primus“ im Vergleich zu einem HPC-Alu-Schruppfräser aus dem Marktumfeld mit bis zu 30 Prozent mehr Zerspanleistung als Sieger hervor. Mit den Schnittdaten D1 = 20 mm, ae/ap = 1xD, vc = 750 m/min, fz = 0,3 mm schaffte „Primus“ 4297 cm3/min Zerspanungsvolumen im Gegensatz zu den 3.008 cm3/min des Vergleichwerkzeugs.
Noch mehr Möglichkeiten aus „First Choice“-Empfehlungen
Nilüfer Cebic: „Neben der ta-C-Serie empfehlen wir als First Choice aus unserem Gesamtprogramm weitere Top-Fräser und -Bohrer zur optimalen Aluminiumbearbeitung. So etwa den CSC-Bogensegmentfräser CurveMax mit ta-C-Beschichtung für Aluminium-Konstruktionsbauteile oder Kopieranwendungen, etwa in der Luft- und Raumfahrt.“
Die CSC (Curve Segment Cutting)-Strategie ist ein Beispiel für die Weiterentwicklung von Zerspanverfahren aufgrund der Kombination neuer, leistungsfähiger CAM-Software, rechenstarken Bearbeitungszentren und innovativer Werkzeugentwicklung.
Die Inovatools-CurveMax-Fräser ermöglichen dank ihrer speziellen Geometrie einen höheren Bahnabstand bzw. Zeilensprung beim Vorschlichten und Schlichten. Der Wirkradius ist im Gegensatz zu herkömmlichen Vollradiusfräsern bei gleichem Werkzeugdurchmesser größer. Dadurch steigt die Oberflächengüte, und die Prozesszeiten beim Schlichten komplexer Freiformflächen, etwa im Werkzeug- und Formenbau, bei der Herstellung von Turbinenschaufeln und komplexer Bauteilgeometrien im allgemeinen Maschinenbau, sinken deutlich.
Die CurveMax-Fräser von Inovatools ermöglichen im Gegensatz zu herkömmlichen Vollradiusfräsern dank ihrer speziellen Geometrie einen höheren Bahnabstand bzw. Zeilensprung beim Vorschlichten und Schlichten. So ist der Wirkradius bei gleichem Werkzeugdurchmesser größer.
Nilüfer Cebic: „Extreme Vorschübe, mehr Zerspanungsvolumen – die Inovatools-Werkzeuge zur Bearbeitung von Aluminium und deren Legierungen zeigen, dass es möglich ist, über konstruktive Optimierungen, wie etwa Mikrogeometrie, Spankontrolle, Schliff und Hochleistungsbeschichtung, die Alubearbeitung auf ein neues Leistungslevel zu heben.“
Weitere Informationen:
inovatools.eu/V4/de




